我们的【嘉峪关】 当地 钢筋笼绕筋成型机深受信赖视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:【嘉峪关】 当地 钢筋笼绕筋成型机深受信赖的图文介绍
建贸数控钢筋笼滚焊机厂家有限公司追求与客户长期、稳定、互动的合作关系,努力当好 嘉峪关钢筋笼绕筋机、与用户沟通的纽带。公司以优惠的 嘉峪关钢筋笼绕筋机、出厂价,优质的商家服务愿与广大新老客户携手共进,共同发展。企业目标: 以优质的服务满足广大客户的需求,以质优价廉 的 嘉峪关钢筋笼绕筋机、取得广大客户的信任。不断发展,做行业的领跑者。企业文化:广交朋友,合作共赢。


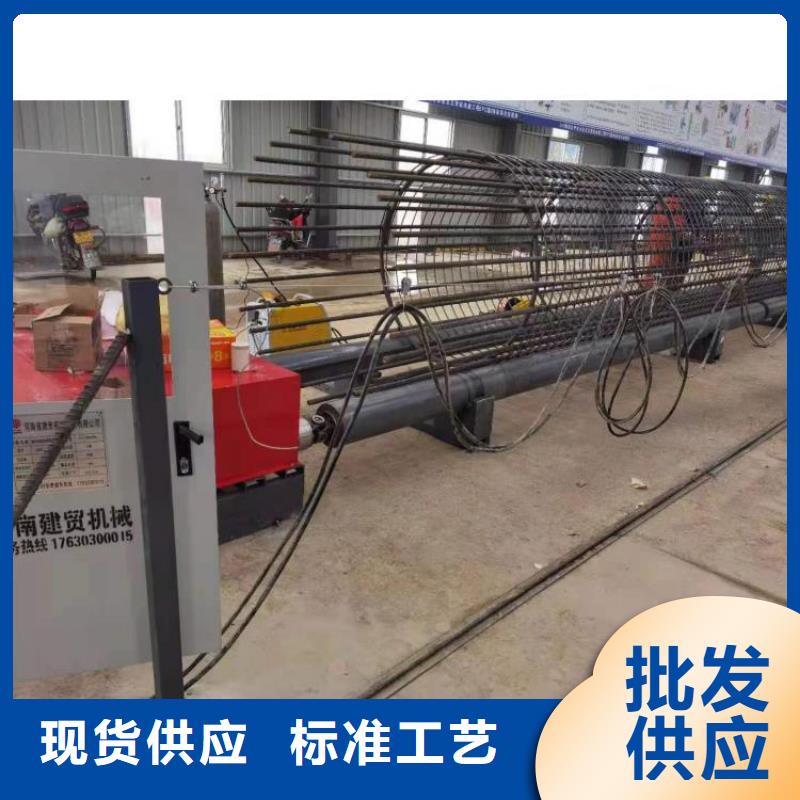
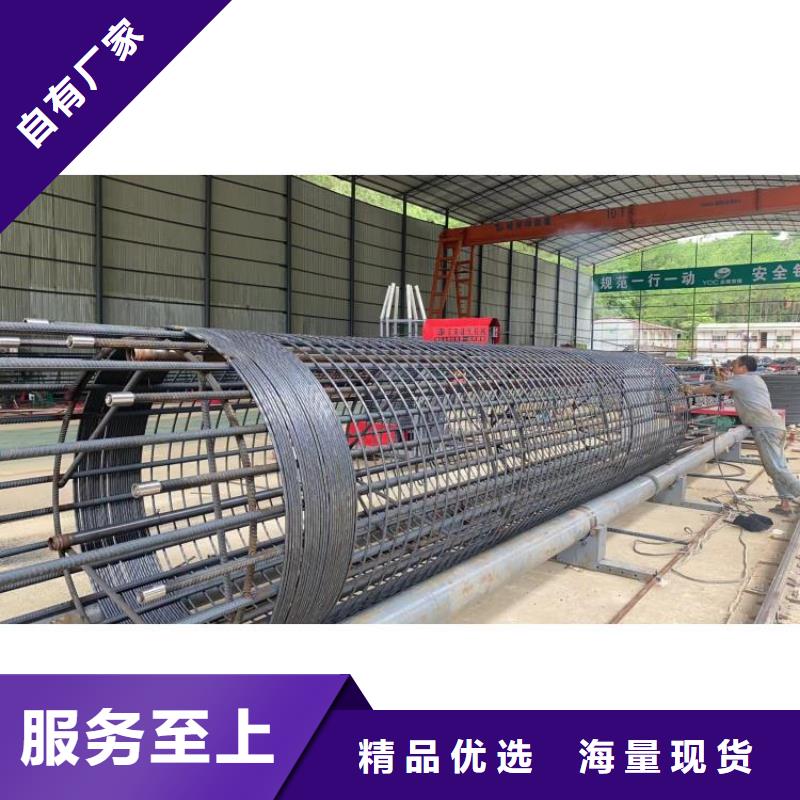
嘉峪关钢筋笼绕筋机采用摩擦传动原理,即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程的加工机械。用于加工圆形钢筋笼,长度可以达到24米以上,钢筋笼周围为螺旋形箍筋,箍筋间距可以自由设定。嘉峪关钢筋笼绕筋机优点:钢筋笼绕筋机只需1人操作;节省场地;(加工18米的钢筋笼只需120平米场地)工作效率高,(直径80cm的钢筋笼平均每分钟缠绕箍筋一米)间距均匀,没有接头。



嘉峪关钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要 安排一个机器操作手,一个电焊工人,从准备到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。1.嘉峪关钢筋笼绕筋机自动化程度高。采用计算机控制、嘉峪关同城触摸屏进行操作,旋转速度、嘉峪关同城行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对传统人工模式,加工效率提升3至4倍。3.质量稳定。焊点质量可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动调整。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。



嘉峪关钢筋笼绕筋机主要适用于建筑冷轧带肋钢筋、嘉峪关当地热轧三级钢筋、嘉峪关当地冷轧光圆钢筋和热轧盘圆钢筋的弯钩和弯箍。具有设备使用故障率低,弯曲钢筋速度快,耗能低不损肋,噪音小、嘉峪关当地震动轻;有效率高 适用、嘉峪关当地运行可靠等特点。操作轻便灵活,移动方便,适应大型施工单位及钢筋加工厂箍筋加工厂箍筋制作;效率高,每班可以生产4-8吨,定尺准确适合大批量及工厂化作业,角度调节范围广,0-180度任意调整,能弯曲方形,梯形箍筋和U型钩,适用于建筑、嘉峪关当地桥梁、嘉峪关当地隧道、嘉峪关当地预制构件等工程的箍筋加工。一、嘉峪关当地产品特点:1 自动化程度高,可预先输入超过500种加工图形,加工时调取即可2 钢筋调直、嘉峪关当地牵引、嘉峪关当地弯曲、嘉峪关当地切断全过程自动完成3 每台设备只需一名操作工人,降低劳动强度4 可实现双筋弯曲,生产效率提高一倍5 分体式定刀,只需更换刀片,降低生产成本、嘉峪关当地节省费用6 弯曲芯轴独特设计,可快速更换,节省时间,使用寿命长7 伺服电机及伺服驱动器采用世界知名品牌,运行精度高,使用寿命长8 品牌减速机,传送精度高,稳定可靠,使用成本低9 矫直轮、嘉峪关当地牵引轮、嘉峪关当地计数轮等使用寿命长,运行费用低钢筋笼对于箍筋之间的间距精度要求非常高 , 所以一般的传统制作钢筋笼方式是较不适合做施工。 而本套自动化钢筋笼滚焊机,是在PLC上设定间距参数,由PLC控制的,实际是二盘的转速和行走的速度决定的,只要转速及行走稳定,间距的稳定性就有保证,这方面从技术上不存在任何问题 加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人 就可以加工出20多个12米长成品的笼子(备料、嘉峪关当地滚焊、嘉峪关当地加强筋安装、嘉峪关当地探测管安装、嘉峪关当地导向垫块安装等),工作效率非常高嘉峪关钢筋笼绕筋机



钢筋笼绕筋机特点:嘉峪关钢筋笼绕筋机自动化程度高。采用计算机控制、嘉峪关附近屏进行操作,速度、嘉峪关附近行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。 嘉峪关钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、嘉峪关附近压平滚焊、嘉峪关附近垫箔带零件对接滚焊、嘉峪关附近铜线电极滚焊、嘉峪关附近辅助夹具滚焊等1、嘉峪关附近搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。




 扫一扫
扫一扫