想知道<西双版纳>【当地】精拔异形管品牌厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:<西双版纳>【当地】精拔异形管品牌厂家的图文介绍
聚旺物资有限公司致力于高质量的,高品质,高标准 西双版纳高锌层镀锌管、产品的生产,规格多样,质量可靠。公司深信,诚信是公司经营的宗旨;信誉是公司寻求合作的准则;科技进步是公司发展的动力;高品质是 西双版纳高锌层镀锌管、产品投入市场的切入点。明确方向,完善自我,使企业持续发展,是本公司的长远战略。在全国各地设立了办事处、及各级代理商,竭诚欢迎各界人士莅临指导,携手合作。

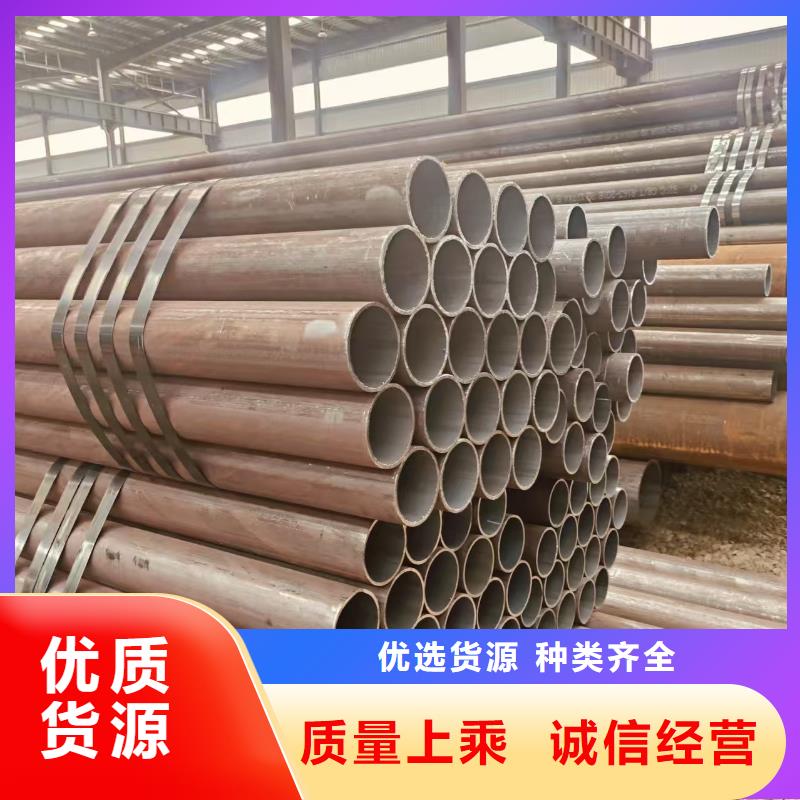
无缝管分热轧和冷轧(拨)无缝管两类。热轧无缝管分一般钢管,低、西双版纳附近中压锅炉钢管,高压锅炉钢管、西双版纳当地合金钢管、西双版纳不锈钢管、西双版纳附近石油裂化管、西双版纳同城地质钢管和其它钢管等。冷轧拨除分一般钢管、西双版纳附近低中压锅炉钢管、西双版纳附近高压锅炉钢管、西双版纳附近合金钢管、西双版纳不锈钢管、西双版纳当地石油裂化管、西双版纳其它钢管外,还包括碳素薄壁钢管、西双版纳附近合金薄壁钢管、西双版纳同城不锈薄壁钢管、西双版纳当地异型钢管。热轧无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管:是用10、西双版纳当地20、西双版纳同城30、西双版纳同城35、西双版纳45等优质碳结钢16Mn、西双版纳同城5MnV等低合金结构钢或40Cr、西双版纳30CrMnSi、西双版纳当地45Mn2、西双版纳当地40MnB等合金钢热轧或冷轧制成的。10、西双版纳附近20等低碳钢制造的无缝管主要用于流体输送管道。45、西双版纳附近40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、西双版纳附近拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。


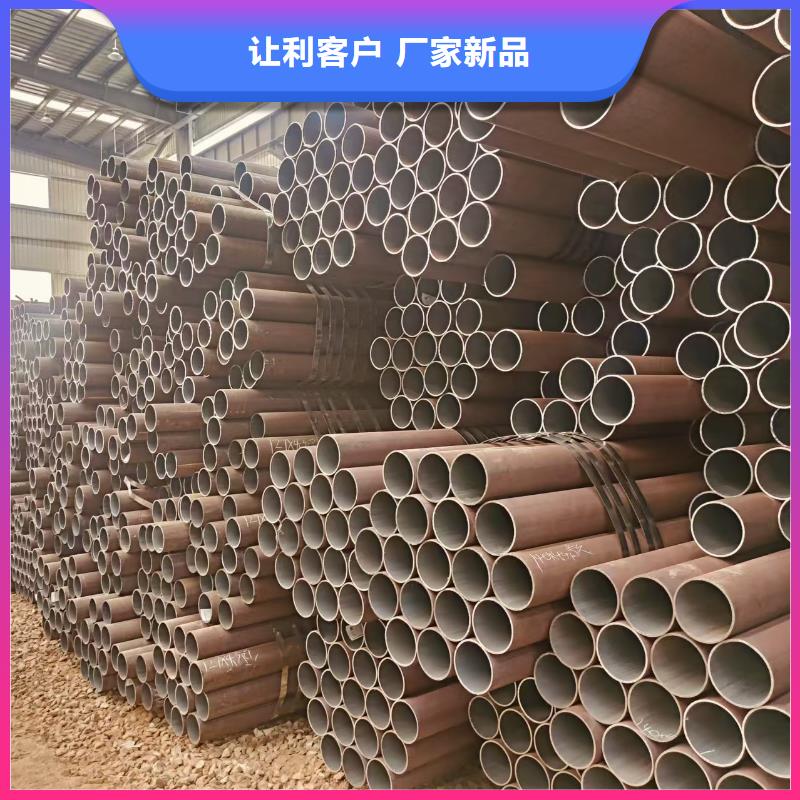
无缝管的生产方法主要包括热轧、西双版纳冷轧、西双版纳本地冷拔和挤压等几种。热轧无缝管热轧无缝钢管一般在自动轧管机组上生产。首先,实心管坯经过检查并清除表面缺陷后,截成所需长度,并在穿孔端端面上定心。然后,管坯被送往加热炉加热,在穿孔机上穿孔。在穿孔过程中,管坯不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称为毛管。毛管再送至自动轧管机上继续轧制,经均整机均整壁厚,经定径机定径,达到规格要求。热轧无缝钢管的交货状态一般是热轧状态或热处理后交货。冷轧无缝钢管冷轧无缝钢管通常在二辊式轧机上进行。钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷轧无缝钢管的生产流程比热轧要复杂,需要经过多道工序,包括管坯准备、西双版纳附近酸洗润滑、西双版纳当地冷轧、西双版纳热处理、西双版纳同城矫直、西双版纳本地精整和检验等。冷轧无缝钢管的尺寸精度较高,表面质量也较好。冷拔无缝钢管冷拔无缝钢管通常在单链式或双链式冷拔机上进行。冷拔过程中,钢管通过模具逐步减小直径和壁厚,以达到所需的尺寸和精度。冷拔无缝管的尺寸精度和表面质量都很高,适用于制造精密机械零件和液压设备等。挤压无缝管挤压无缝钢管是将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。这种方法可以生产直径较小的钢管,且尺寸精度较高。



无缝管的生产是一个复杂而严谨的过程,涉及多个关键步骤和注意事项。以下是对无缝管生产过程的详细解析以及需要注意的事项:无缝钢管的生产过程无缝管的生产过程主要包括以下几个步骤:原料准备:原料主要是钢板或钢带,其质量对无缝钢管的终质量有至关重要的影响。因此,需要仔细检查原料的表面质量、西双版纳附近化学成分和机械性能等指标。加热与穿孔:将原料加热到一定的温度(如1,300 °C),使其变软并易于塑形。使用穿孔机将加热后的原料穿孔,形成空心的厚壁毛管。穿孔过程中,原料会不断旋转和前进,以确保形成的毛管内壁光滑。热轧或冷轧:热轧:毛管经过热轧机进行轧制,通过多道次轧制逐渐减薄壁厚,形成接近成品尺寸的荒管。热轧过程中,需要严格控制加热温度、西双版纳本地轧制速度等参数,以防止材料性能下降或产生裂纹。冷轧:对于需要更高尺寸精度和表面质量的产品,可以采用冷轧工艺。冷轧通常在二辊式轧机上进行,通过多次轧制达到所需的尺寸和表面质量。冷拔:冷拔工艺是在常温下对无缝钢管进行拉伸,以进一步减小其外径和壁厚。冷拔过程中需要控制拔制速度和减径率,以防止钢管内部产生裂纹。精整与热处理:精整工艺包括切头、西双版纳去毛刺、西双版纳同城矫直、西双版纳当地酸洗、西双版纳本地冷处理、西双版纳本地热处理等步骤。酸洗时要注意防止过酸腐蚀钢管表面;热处理则用于消除残余应力、西双版纳附近改善组织结构、西双版纳同城提高力学性能。检验与入库:







 扫一扫
扫一扫